
今度はボディの裏側のキャビディ(凹)加工をします。
主にボリュームノブ・トーンノブの裏側の窪みを作成し、その周辺の加工も行います。
このセクションで行う加工の概要
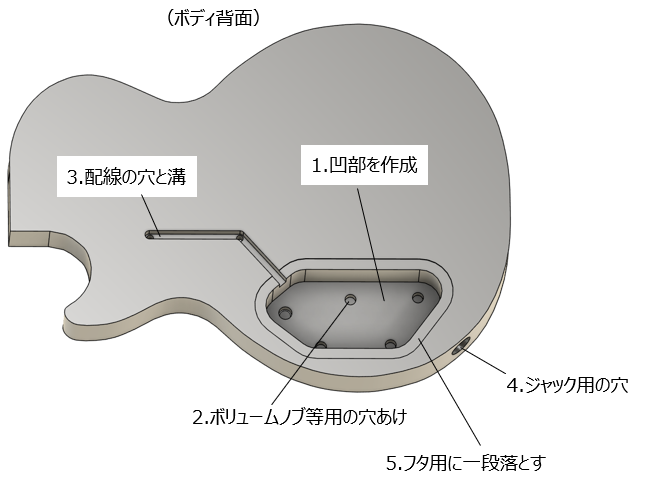
ボディ背面について、以下の1~5の形状を作成します。
メインになる電動工具はトリマーです。
トリマーは一般的な日曜大工ではそれほど出番が多くないのですが、ギターづくりとなると凹みを加工する場面が多いので必須の電動工具です。
1.凹部の作成
まずはここでもMDFボードからトリマー用の型板を作成します。
ボディ裏側から見た設計図から凹み部分の形状を切り抜きます。
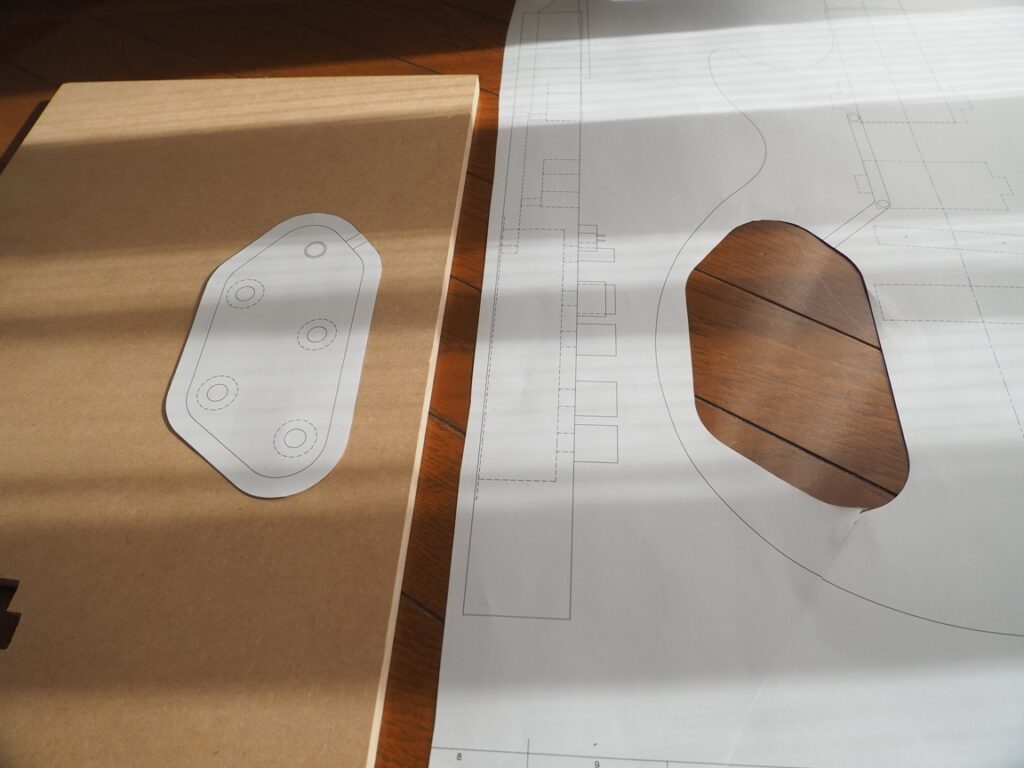
型板になるMDFボードに形状を書き込みます。

MDFボードを形状に沿ってジグソーでくり抜きます。
まずジグソーの刃を入れるためにドリルで穴をあけてから、ジグソーで形状に沿ってカットします。
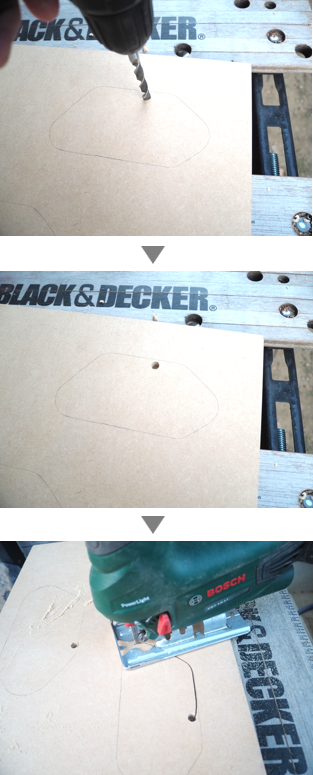
やすりがけをして端面を整えます。

型板ができました。

加工する位置を確認するためボディ裏側に設計図を当てます。

位置を確認したら、先ほど作成した型板をクランプ固定します。
加工深さターゲット:36mm です
・・・ボリュームノブ等の入る部分のボディ厚み8mm になります

トリマーの負担を減らすためドリルでたくさん穴をあけておきます。

型板に沿ってトリマーで加工します。

<参考>
このように面積が比較的大きい箇所のトリマー加工は、穴の中央付近でやりにくいです。
(トリマーのベースプレートが小さく、片側だけしか型板に乗っていない状態になるので不安定)
このため、アクリル板を使ってトリマーのベースプレート(面積の大きいもの)を自作すると加工が楽になります。
興味のある方は以下のブログ記事を参考にしてください。
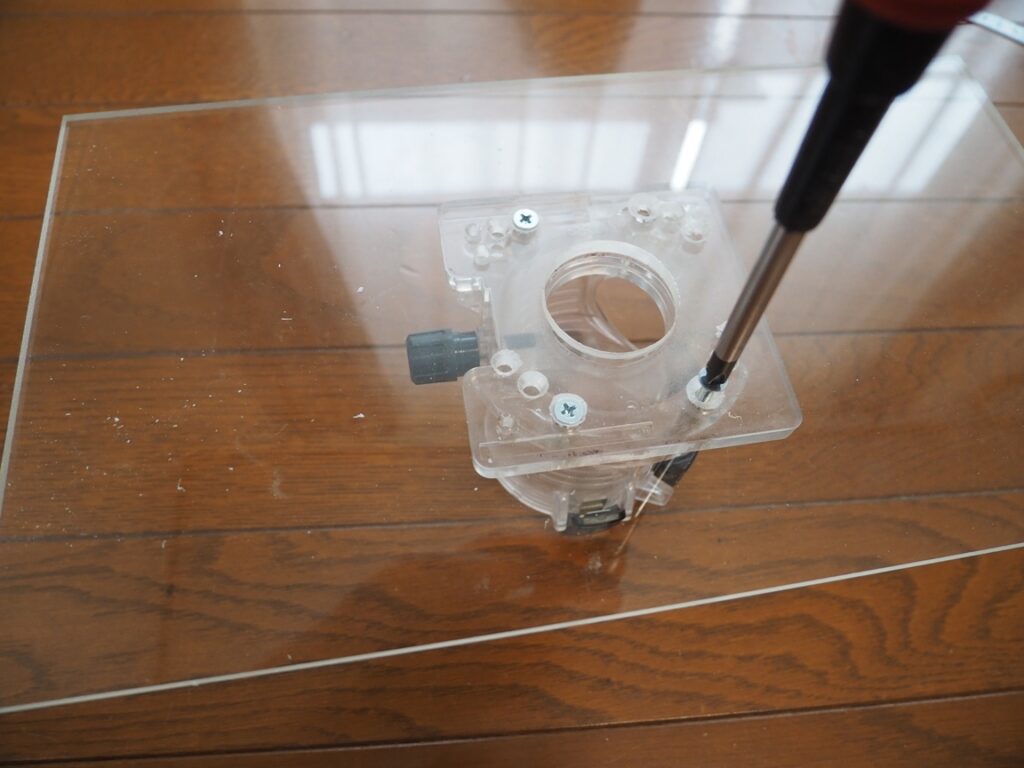
ベースプレートを拡大したトリマーで加工しました。

ノミややすりで整えます。

穴が加工できました。

ここにボリュームノブ、トーンノブが設置されます。
2.ボリュームノブ等用の穴あけ
ボリュームノブの径を実測します。
直径7.7mmでした。

直径8mmのドリルビットで穴をあけます。
いきなり8mmであけるのではなく、まず2mm等の穴をあけてから加工します。

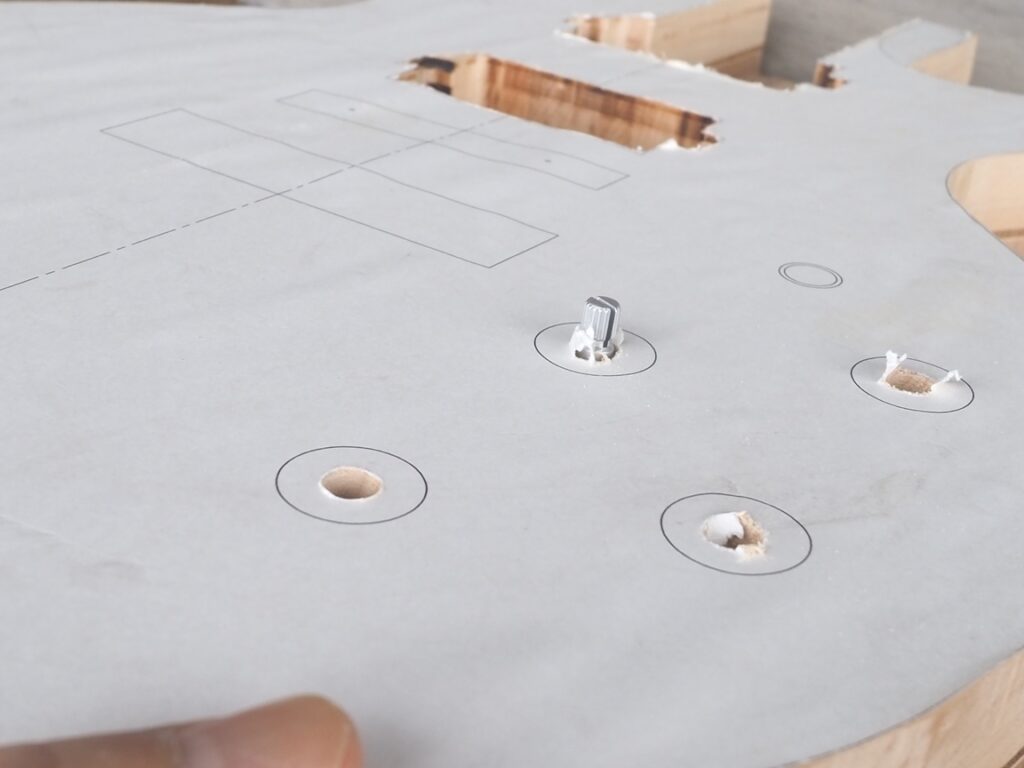
ボリュームノブ、トーンノブ用の穴があけられました。

ボリュームノブを差し込んで確認してみます。
ちなみに、次の写真に示す突起は不要なのでラジオペンチで折っておきます。
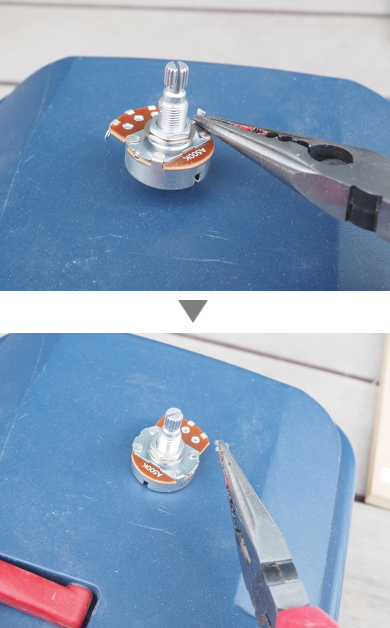
試しに差し込んでみます。
問題なさそうです。
続いてピックアップセレクターの設置穴の加工です。
今回ピックアップセレクターは配線を楽にするためボリュームノブ、トーンノブの近くに配置しました。
ピックアップセレクターの径を実測すると11.4mmでした。

直径10mmのドリルで穴をあけた後、テーパリーマーで穴を広げました。

ピックアップセレクターを仮で取り付けてみます。

ちょっと長さがぎりぎりでしたが取り付けられました。

3.配線用の穴と溝
続いてピックアップの配線をボディ裏側に通します。
ピックアップのコードの径を実測すると4.3mmでした。
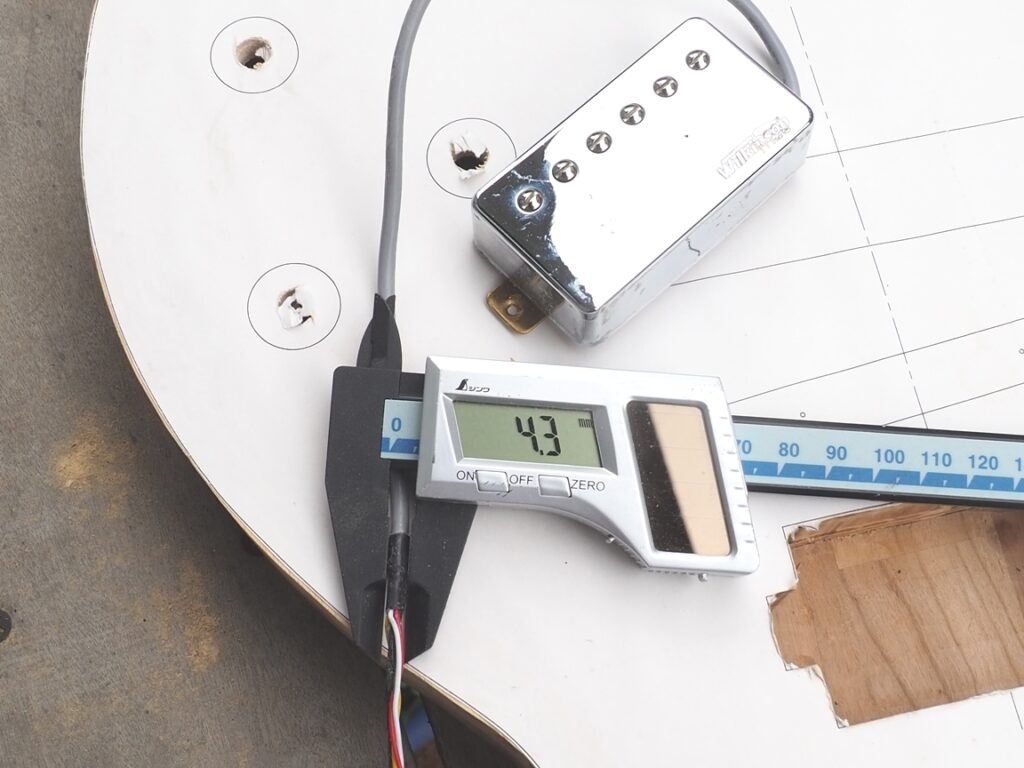
直径5mmの穴をあけます。

写真のように表側のピックアップ収納部から貫通する穴があけられました。
(今回裏側から穴をあけて位置がうまく合いましたが、誤差もあるので穴は表側からあけた方が安全と思われます)
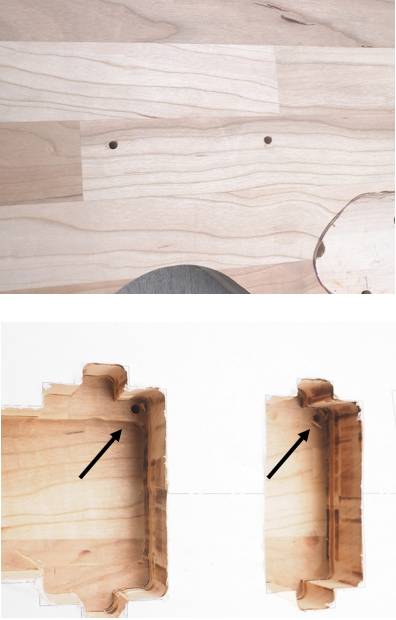
ピックアップのコードを通してみます。このような感じで裏側に通せました。

このコードは先ほど加工したボディ裏側の凹み部に配線します。
このために下図の丸を囲んだ部分の溝を加工します。

ここでもトリマーが登場です。
木材をガイドにトリマーを走らせて溝を作ります。

数ミリずつ深くしながら写真の溝を作りました。

4.ジャック用の穴
次はジャック用の穴をあけます。
位置は写真のあたりです。
ジャックからの配線もボリュームノブ等が入る凹部分につながります。

ジャックの径を実測すると20mmです。
これがジャックプレートに固定されます。

ここは20mm以上の穴をあけないといけません。
このため、直径22mmのボアビットを使用しました。
この穴一発だけのためにビットを購入するのは気が引けるのですが、他の良い方法が見当たりませんでした・・・

側面から穴をあけます。

貫通穴が開きました。

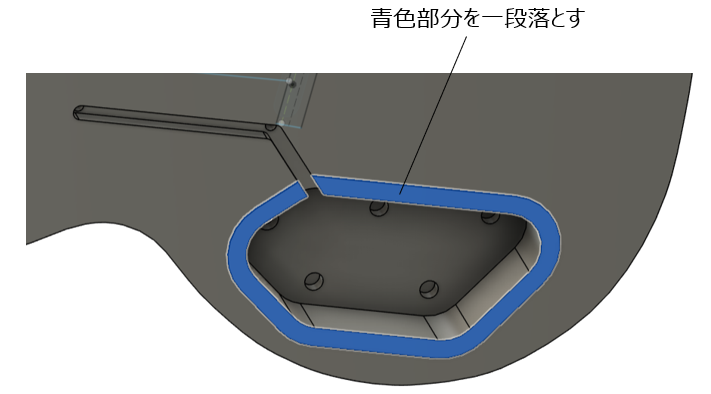
5.フタ用に一段落とす
ここで、裏側のキャビティ(凹み)部のフタを取り付けるために図の青色部分を一段落としておきます。
同様に型板を作成し、

トリマーで加工します。

フタ設置予定部を一段落としました。

深さは3mm程度です。

以上でボディ裏側の加工は一段落です。
